Nếu ví một doanh nghiệp sản xuất là một cơ thể sống, thì phòng kế hoạch chính là quả tim và kế hoạch sản xuất chính là nhịp đập điều hòa dòng máu dữ liệu, vật tư đến từng cơ quan phân xưởng. Một nhịp đập lỗi, toàn bộ hệ thống sẽ rơi vào trạng thái loạn nhịp: kho nguyên liệu nghẽn ứ, công nhân ngồi chơi chờ phôi, máy móc đắt tiền đắp chiếu, trong khi phòng kinh doanh phát điên vì khách hàng hủy đơn do trễ hẹn giao hàng.
Người lập kế hoạch sản xuất luôn là vị trí đứng mũi chịu sào, liên tục bị kẹp giữa hai làn đạn: phòng kinh doanh muốn giao hàng nhanh nhất, mẫu mã đa dạng nhất; còn phân xưởng lại muốn sản xuất những lô hàng lớn nhất, ít phải thay đổi khuôn mẫu nhất để tối ưu chi phí.
Lập kế hoạch sản xuất không phải là một bài toán tĩnh được giải quyết một lần bằng vài dòng kẻ trên bảng trắng hay một file Excel cũ kỹ. Đó là một vũ điệu động của việc cân bằng liên tục giữa nhu cầu thị trường và năng lực thực tế của nhà máy. Bài viết chuyên sâu này sẽ cung cấp một bản đồ chiến lược toàn diện về khoa học lập kế hoạch, được thiết kế phù hợp cho cả các tập đoàn công nghiệp đa quốc gia lẫn các doanh nghiệp vừa và nhỏ (SME) đang tìm kiếm lời giải cho bài toán tối ưu năng suất.

1. Ba tầng kiến trúc của một hệ thống kế hoạch sản xuất chuẩn mực
Một sai lầm kinh điển của nhiều nhà quản lý là gộp chung tất cả các hoạt động tính toán sản xuất vào một khái niệm duy nhất. Trên thực tế, một hệ thống quản trị sản xuất đẳng cấp quốc tế luôn phân tách kế hoạch thành ba tầng có thời gian (planning horizon) và mục tiêu hoàn toàn khác nhau:
Kế hoạch sản xuất tổng thể – SOP (Dài hạn: 6 – 8 tháng)
⇓
Lịch trình sản xuất chủ đạo – MPS (Trung hạn: 1 – 3 tháng)
⇓
Điều độ sản xuất chi tiết – Scheduling (Ngắn hạn: Theo ngày/ca)
1.1. Tầng chiến lược: Kế hoạch sản xuất tổng thể (Sales & Operations Planning – S&OP)
-
Thời gian: Từ 6 đến 18 tháng.
-
Mục tiêu: Cân bằng nhu cầu thương mại tổng hợp và năng lực dài hạn của toàn công ty. Kế hoạch này không đi vào chi tiết từng mã hàng (SKU) mà nhìn theo nhóm sản phẩm. Nó trả lời cho câu hỏi: Nhà máy có cần xây thêm xưởng mới, mua thêm máy dập mới, hay tuyển thêm 200 công nhân trong mùa cao điểm cuối năm hay không?
1.2. Tầng chiến thuật: Lịch trình sản xuất chủ đạo (Master Production Schedule – MPS)
-
Thời gian: Từ 1 đến 3 tháng.
-
Mục tiêu: Cụ thể hóa kế hoạch S&OP thành các lệnh sản xuất cụ thể cho từng SKU theo tuần hoặc tháng. MPS xác định rõ ràng số lượng chính xác của từng mặt hàng cần phải hoàn thành trong kỳ, dựa trên việc cân đối giữa tồn kho an toàn và các đơn đặt hàng đã xác nhận từ phòng kinh doanh.
1.3. Tầng thực thi: Điều độ sản xuất chi tiết (Short-term Scheduling)
-
Thời gian: Theo ngày, theo ca, thậm chí theo từng giờ.
-
Mục tiêu: Đây là lúc kế hoạch chạm đất. Người điều độ sản xuất phải chỉ định lệnh sản xuất A sẽ chạy trên máy số 1 do công nhân nào vận hành, lệnh B chạy trên máy số 2. Tầng này đòi hỏi tính linh hoạt tối đa để xử lý các biến cố phát sinh ngay tại chỗ như máy hỏng hay vật tư lỗi.
2. Quy trình 5 bước lập kế hoạch sản xuất vận hành không độ trễ
Để tạo ra một bản kế hoạch có tính khả thi cao, phòng kế hoạch không thể ngồi tưởng tượng số liệu. Họ phải tuân thủ một quy trình khép kín, liên kết chặt chẽ với các phòng ban theo chu trình dưới đây:
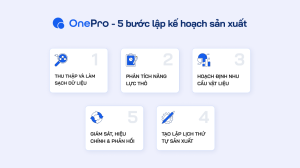
Bước 1: Thu thập và làm sạch dữ liệu dự báo nhu cầu (Demand Input)
Kế hoạch không thể bắt đầu nếu không biết đích đến. Phòng kế hoạch tiếp nhận dữ liệu dự báo bán hàng (sales forecast) từ phòng kinh doanh kết hợp với các đơn hàng thực tế (firm orders). Trong kỷ nguyên số hóa hiện nay, các doanh nghiệp tiên tiến không còn dự báo bằng cảm tính của nhân viên sale, họ sử dụng thuật toán AI để phân tích dữ liệu lịch sử, tính mùa vụ và xu hướng thị trường để đưa ra con số dự báo chính xác nhất.
Bước 2: Phân tích năng lực thô (Rough-Cut Capacity Planning – RCCP)
Trước khi duyệt kế hoạch, hệ thống phải chạy thử nghiệm để kiểm tra xem năng lực của nhà máy có tải nổi nhu cầu hay không. Phép tính RCCP sẽ lấy tổng sản lượng yêu cầu nhân với định mức giờ công/giờ máy chuẩn (standard routing) để xem có vượt quá quỹ thời gian khả dụng của các cụm máy chính hay không. Nếu bị quá tải, kế hoạch phải được điều chỉnh ngay từ bước này (bằng cách giãn tiến độ, lên phương án tăng ca hoặc thuê gia công ngoài).
Bước 3: Hoạch định nhu cầu nguyên vật liệu (Material Requirements Planning – MRP)
Khi lịch sản xuất chủ đạo (MPS) đã tạm ổn, hệ thống sẽ tiến hành “nổ” bom định mức vật tư (BOM explosion). Hệ thống tự động tính toán: Để làm ra 10.000 sản phẩm A trong tuần tới, cần bao nhiêu tấn hạt nhựa, bao nhiêu mét màng co, bao nhiêu thùng carton? Con số này sau khi trừ đi lượng tồn kho thực tế và lượng hàng đang đi trên đường (on-order) sẽ tự động chuyển thành các yêu cầu mua hàng gửi cho phòng cung ứng.
Bước 4: Lập lịch chi tiết và tối ưu hóa thứ tự sản xuất (Sequencing & Scheduling)
Đây là nghệ thuật của người làm kế hoạch xưởng. Họ phải sắp xếp thứ tự các lệnh sản xuất sao cho tổng thời gian dừng máy để chuyển đổi mã hàng là thấp nhất.
-
Ví dụ trong ngành nhựa/sơn: Quy tắc bắt buộc là phải sản xuất từ màu nhạt đến màu đậm (Trắng → Vàng → Đỏ → Đen). Nếu xếp lịch ngược lại, xưởng sẽ mất nửa ngày dừng máy để sục rửa hệ thống đường ống, gây lãng phí năng lực nghiêm trọng.
Bước 5: Giám sát, hiệu chỉnh và phản hồi vòng lặp (Close-loop feedback)
Kế hoạch đưa xuống xưởng không có nghĩa là xong nhiệm vụ. Thông qua các báo cáo sản lượng theo từng ca (hoặc qua hệ thống MES), người làm kế hoạch phải liên tục cập nhật tiến độ thực tế. Nếu ca ngày hôm nay bị hụt mất 10% sản lượng do mất điện, người lập kế hoạch phải lập tức điều chỉnh lịch của ngày mai để bù đắp khoảng trống, không để hiệu ứng domino làm trễ toàn bộ chuỗi đơn hàng phía sau.
Tìm hiểu thêm: Phần mềm quản lý sản xuất: Chức năng, lợi ích và những điều bạn nên biết
3. Bản chất toán học của tối ưu hóa năng lực sản xuất
Lập kế hoạch sản xuất cốt lõi là một bài toán tối ưu hóa có điều kiện ràng buộc. Người lập kế hoạch luôn phải tìm cách dung hòa các mục tiêu mâu thuẫn nhau thông qua các mô hình toán học quản trị vận hành.
Để nhà máy vận hành không bị nghẽn, tổng thời gian cần thiết để thực thi các lệnh sản xuất trên một cụm thiết bị không được phép vượt quá năng lực khả dụng thực tế của cụm thiết bị đó trong một chu kỳ thời gian nhất định. Mối quan hệ này được mô hình hóa qua bất đẳng thức ràng buộc năng lực:
Trong đó:
- Qi: Số lượng thành phẩm của lệnh sản xuất thứ i cần hoàn thành.
- Ti: Thời gian gia công định mức chuẩn cho một đơn vị sản phẩm i trên máy (standard cycle time).
- Sj: Thời gian dừng máy để thiết lập, thay khuôn hoặc vệ sinh cho lần chuyển đổi mã hàng thứ j (setup time).
- A: Tổng thời gian mở cửa xưởng theo lý thuyết (available time) trong kỳ kế hoạch.
- E: Hệ suất sử dụng thiết bị tổng thể (OEE) dự kiến của nhà máy (thường dao động từ 60% đến 85% tùy thuộc vào độ ổn định của máy móc và tay nghề nhân sự).
Tìm hiểu thêm: Phần Mềm MES: Giải Pháp “Cứu Cánh” Hay Khoản Đầu Tư Xa Xỉ
Nhìn vào công thức trên, một người lập kế hoạch xuất sắc sẽ thấy ngay hai đòn bẩy chiến lược để giải phóng năng lực nhà máy mà không cần mua thêm máy mới: Một là tìm cách giảm thời gian thay khuôn Sj (áp dụng phương pháp SMED – Single-Minute Exchange of Die), hai là nâng cao chỉ số OEE thông qua việc giảm thiểu hàng lỗi và sự cố dừng máy.
4. Chiến lược lập kế hoạch sản xuất
Mặc dù có chung một nền tảng lý thuyết, nhưng cách thức triển khai kế hoạch sản xuất giữa một tập đoàn lớn và một doanh nghiệp SME có sự phân hóa rõ rệt do sự khác biệt về nguồn lực và cấu trúc vận hành.
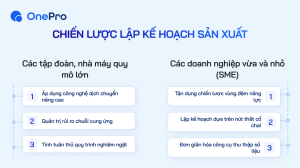
Đối với các tập đoàn và nhà máy quy mô lớn: Sức mạnh của sự đồng bộ hóa chuỗi giá trị
Tại các tập đoàn lớn có chuỗi nhà máy phức tạp, việc lập kế hoạch sản xuất không còn là câu chuyện riêng lẻ của một phân xưởng. Nó chuyển dịch thành hoạch định kinh doanh tích hợp (Integrated Business Planning – IBP).
-
Áp dụng công nghệ dịch chuyển nâng cao (APS): Doanh nghiệp lớn sử dụng hệ thống phần mềm lập lịch tiên tiến APS (Advanced Planning and Scheduling). Hệ thống này tự động phân tích hàng triệu biến số, tự động chạy các kịch bản mô phỏng giả định để tìm ra phương án phân bổ đơn hàng tối ưu nhất cho hệ thống gồm nhiều nhà máy vệ tinh khác nhau.
-
Quản trị rủi ro chuỗi cung ứng: Kế hoạch của tập đoàn lớn phải tính toán đến các yếu tố vĩ mô như thời gian vận chuyển tàu biển quốc tế, biến động thuế quan, và cam kết giảm phát thải carbon (ESG) trên từng dây chuyền sản xuất.
-
Tính tuân thủ quy trình nghiêm ngặt: Lịch sản xuất một khi đã được khóa trong vòng 2 tuần tới thì không một giám đốc kinh doanh nào có quyền can thiệp thay đổi, nhằm bảo đảm tính ổn định tuyệt đối cho chuỗi cung ứng vật tư đầu vào.
Đối với các doanh nghiệp vừa và nhỏ (SME): Sự linh hoạt và tinh gọn
Doanh nghiệp SME Việt Nam phần lớn phải sản xuất trong điều kiện ngặt nghèo: máy móc hay hỏng vặt, nhà cung cấp vật tư thường xuyên giao trễ, công nhân biến động liên tục, và khách hàng thì ép tiến độ gắt gao nhưng lại hay thay đổi thiết kế vào phút chót. Trong môi trường này, nếu áp dụng quy trình cứng nhắc của tập đoàn lớn, SME sẽ tự sát. Kế hoạch sản xuất của SME cần áp dụng tư duy “võ trị” thực chiến:
-
Tận dụng chiến lược vùng đệm năng lực (Capacity Buffer): Khi lập kế hoạch, SME tuyệt đối không được xếp lịch kín 100% công suất máy. Hãy luôn để lại một khoảng trống an toàn khoảng 15% đến 20% năng lực máy nhàn rỗi. Khoảng trống này chính là vùng đệm để hấp thụ các cú sốc khi có đơn hàng gấp của khách hàng VIP hoặc khi một máy đột ngột lăn ra hỏng.
-
Lập kế hoạch dựa trên nút thắt cổ chai (Theory of Constraints – TOC): Trong một xưởng cơ khí SME, có thể có 5 máy cắt, 5 máy hàn nhưng chỉ có 1 máy sơn tĩnh điện duy nhất. Máy sơn chính là nút thắt cổ chai (bottleneck) quyết định năng suất của toàn xưởng. Người làm kế hoạch SME chỉ cần tập trung lập lịch thật chuẩn cho máy sơn, đảm bảo máy sơn luôn có hàng để chạy liên tục 24/7. Các công đoạn trước và sau máy sơn chỉ cần chạy theo nhịp độ của máy sơn là đủ.
-
Đơn giản hóa công cụ thu thập số liệu: Thay vì mơ ước về những phần mềm ERP triệu đô vượt tầm tay, người làm kế hoạch SME hãy làm chủ các bảng tính thông minh có khả năng liên kết dữ liệu tự động, sử dụng hệ thống thẻ trực quan Kanban trên mặt bằng xưởng để điều phối dòng chảy vật tư một cách trực tiếp và dễ hiểu nhất đối với công nhân.
5. 4 Sai lầm chí mạng biến kế hoạch sản xuất thành tờ giấy lộn
Thực tế đáng buồn là có đến hàng ngàn bản kế hoạch được in ra mỗi sáng nhưng đến chiều đã bị vứt vào sọt rác vì không thể thực thi. Nguyên nhân nằm ở những điểm mù tư duy sau:

1: Lập kế hoạch dựa trên năng lực lý thuyết
Nhiều Planner lấy công suất thiết kế ghi trên catalogue của máy để tính lịch sản xuất. Họ quên mất rằng máy móc cần thời gian bảo trì, công nhân cần nghỉ ngơi, và luôn có tỷ lệ hàng lỗi phải làm lại. Việc bỏ qua chỉ số OEE thực tế sẽ khiến bản kế hoạch trở thành một kịch bản không tưởng, đẩy xưởng vào tình trạng liên tục nợ đơn hàng.
2: Sự cô lập của phòng kế hoạch
Người lập kế hoạch chỉ ngồi trong văn phòng, nhìn vào màn hình máy tính và áp đặt những con số xuống xưởng mà không hề xuống hiện trường kiểm tra xem máy móc có thực sự chạy được tốc độ đó không, hay công nhân có đang bị quá tải tâm lý hay không. Một bản kế hoạch thiếu hơi thở của thực tế mặt xưởng sẽ sớm nhận lại sự chống đối ngầm từ đội ngũ quản đốc.
3: Không đồng bộ giữa kế hoạch vật tư và kế hoạch máy
Lịch sản xuất xếp ngày mai chạy máy, nhưng phòng mua hàng lại báo ngày kia vật tư mới về đến kho. Sự lệch pha này biến ngày mai thành một ngày lãng phí chi phí nhân công và năng lượng chạy máy không tải, trong khi ngày kia xưởng lại bị quá tải vì hàng về dồn dập.
4: Thay đổi kế hoạch quá liên tục
Phòng kinh doanh cứ có một yêu cầu mới từ khách hàng là lập tức chạy xuống xưởng ép người lập kế hoạch đổi lịch. Sự thay đổi lịch sản xuất quá đột ngột với tần suất dày đặc sẽ phá vỡ tính ổn định của hệ thống, làm tăng chi phí dừng máy thiết lập, khiến công nhân mệt mỏi và tỷ lệ phế phẩm tăng vọt.
6. Xu hướng số hóa: Bản đồ tương lai của hoạch định sản xuất
Bước sang giai đoạn công nghiệp thế hệ mới, sự bùng nổ của dữ liệu và các nền tảng công nghệ đang tái định nghĩa lại cách thức con người lập kế hoạch sản xuất. Những doanh nghiệp đi đầu đang dịch chuyển mạnh mẽ theo các xu hướng sau:
1. Từ bảng tính Excel rời rạc sang hệ thống hoạch định nguồn lực hợp nhất
Bảng tính Excel rất linh hoạt nhưng nó là một “ốc đảo dữ liệu” chứa đựng nhiều rủi ro sai sót do nhập liệu thủ công và không thể cập nhật theo thời gian thực. Xu hướng tất yếu hiện nay là ứng dụng các giải pháp ERP tích hợp sâu phân hệ sản xuất (như OnePro ERP). Khi một đơn hàng được tạo trên phân hệ bán hàng, hệ thống tự động kiểm tra tồn kho, tự động phân tích năng lực xưởng và gợi ý lịch sản xuất chủ đạo ngay lập tức, tạo ra một dòng chảy thông tin liền mạch không độ trễ.
2. Ứng dụng mô hình bản sao số (Digital Twin) vào mô phỏng kế hoạch
Các tập đoàn sản xuất lớn hiện nay ứng dụng công nghệ bản sao số để xây dựng một bản mô phỏng kỹ thuật số 3D hoàn chỉnh của toàn bộ nhà máy. Người lập kế hoạch trước khi ban hành lịch sản xuất có thể “chạy thử” kế hoạch đó trên môi trường ảo để hệ thống AI phát hiện trước các điểm nghẽn dòng chảy vật tư, xung đột thiết bị hay nguy cơ quá tải năng lực, từ đó tối ưu hóa lịch trình thực tế với độ chính xác tuyệt đối.
Lời kết
Một bản kế hoạch sản xuất xuất sắc không phải là một bản kế hoạch đẹp đẽ nhất trên giấy tờ, mà là bản kế hoạch có tính thực thi cao nhất dưới mặt xưởng, mang lại hiệu quả kinh tế tối ưu nhất cho doanh nghiệp. Lập kế hoạch sản xuất là một hành trình rèn luyện không ngừng nghỉ giữa tư duy logic toán học nghiêm túc và sự thấu hiểu sâu sắc thực tế con người, thiết bị tại hiện trường.
Xem thêm:
Dù doanh nghiệp của bạn đang vận hành một chuỗi nhà máy tự động hóa khổng lồ hay một xưởng gia công SME tinh gọn, việc đầu tư nghiêm túc để chuẩn hóa quy trình lập kế hoạch, làm sạch dữ liệu nền tảng và từng bước ứng dụng các công cụ công nghệ phù hợp chính là chiếc chìa khóa vạn năng để bẻ gãy mọi lãng phí ẩn, giải phóng dòng tiền bị giam hãm và tạo ra sức mạnh cạnh tranh cốt lõi giúp doanh nghiệp đứng vững trước mọi con sóng biến động của thị trường.
Trên đây là bài viết về “Các bước và hệ thống xây dựng kế hoạch sản xuất cho mọi doanh nghiệp”, OnePro hy vọng bài viết mạng lại những thông tin hữu ích đối với bạn, nếu bạn có những thắc mắc hoặc muốn trao đôi kỹ hơn hãy liên hệ tại đây, những chuyên gia của OnePro sẽ tư vấn và giải đáp thắc mắc cho bạn miễn phí. Cảm ơn vì đã theo dõi bài viết.


